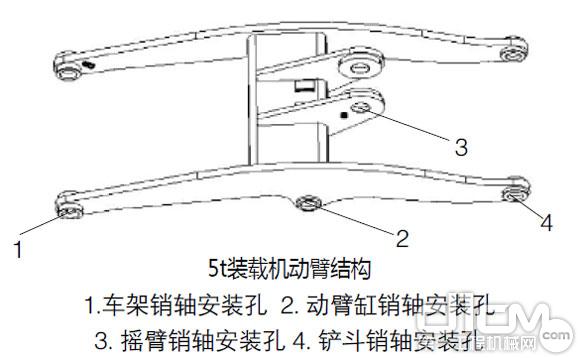
裝載機動臂加工要點發表時間:2018-10-24 08:27 裝載機動臂是裝載機工作裝置的重要組成部分,與前機架、搖臂、動臂提升缸、鏟斗相連接。裝載機動臂的加工主要是針對機架銷軸安裝孔1、動臂缸銷軸安裝孔2、搖臂銷軸安裝孔3和鏟斗銷軸安裝孔4進行加工,如附圖所示。本文以采用雙頭鏜床加工某廠5t裝載機動臂為例,簡述其加工要點。
1.刀具選擇 動臂上毛坯孔的切削余量一般為8~10m m。加工毛坯孔一般采用“三加一”的組合方式進行切削,即粗鏜、半精鏜、倒角和精鏜。粗鏜切削量一般為4~5mm,半精鏜切削量為3~4.5mm,精鏜切削量為0.5mm。通常采用雙切削刃鏜刀,刀片選用耐熱性和強度較好的PVC涂層刀片。 2.裝夾 先在機架安裝孔和鏟斗安裝孔部位用等高塊支墊,再采用墊鐵或調整螺栓進行調平,同時在提升缸安裝孔和搖臂安裝孔部位增加輔助支撐。裝夾時一般采用2人對角同時裝夾,裝夾用力要適中,有條件的可采用定扭矩扳手進行裝夾或采用三坐標測量儀進行檢測。在精加工前,須釋放首次壓緊力和變形量。進行二次裝夾時,以稍小的壓力壓緊壓板。 3.加工 粗鏜時切削速度要慢、進給量應適當,精鏜時要遵循“高轉速,少進給”的原則。首件加工須試切削,并觀察刀具切削狀況。最后一刀精鏜完成后,應及時進行測量,并作出明顯的標記。若加工時產生振動、刀片磨損較快、尺寸偏差較大等現象,應及時停機分析原因。如刀具存在問題,應及時對其進行檢測,必要時可調整其切削量。 4.測量 通常使用內徑百分表,并采用十字交叉法對加工孔徑進行測量,測量值取2次測量的平均值。若同一孔徑的偏差較大,須在記錄本上進行注明。若無切削液進行冷卻,環境溫度對孔徑的測量精度影響較大。在冬季加工時,孔徑的測量值一般比冷卻至室溫的孔徑測量值大0.005~0.02mm。 動臂加工完成后應注意防銹,特別是雨季或潮濕環境,應定時對加工面進行防銹處理。進行拋丸和油漆作業時,應注意對加工孔的保護。在動臂轉運過程中,應使用專用物料架,以防止動臂變形和加工部位損傷。 【轉自 工程機械與維修】 |